What is the mixed assembly?
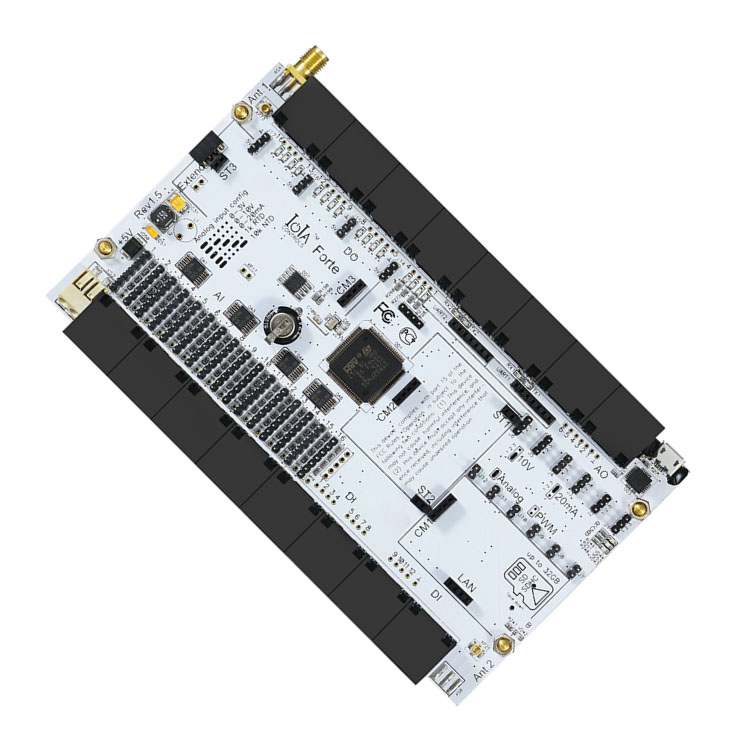
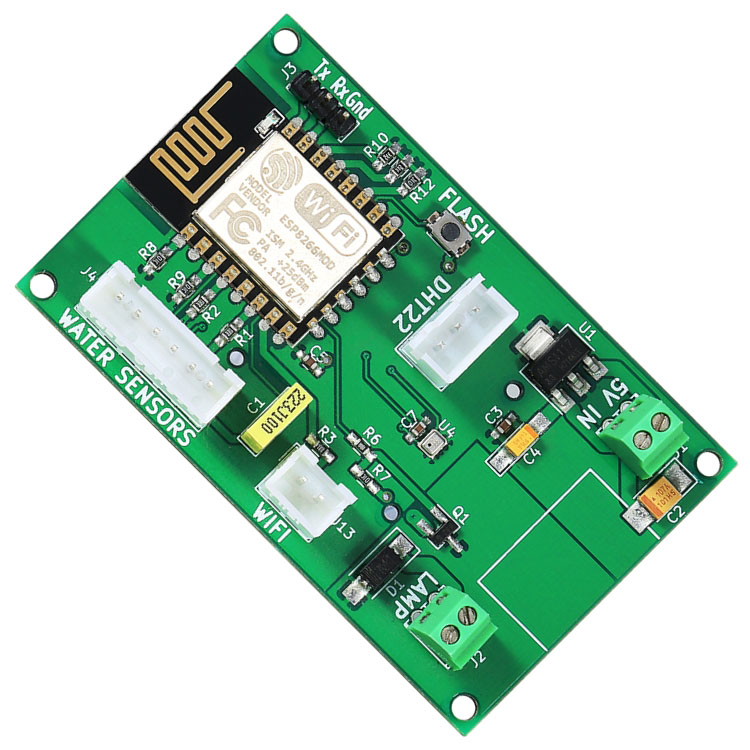
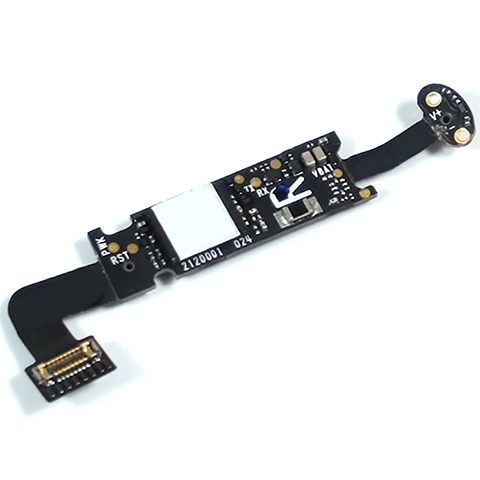
Although SMT technology has become the main assembly method for PCB manufacturing, there are still some components that are not suitable for SMT assembly. Then you need to apply the SMT assembly and the THT assembly on the same board. The combination of these assembly techniques is called a mixed assembly and no solder paste is used in the manufacturing process.
Most components are welded to the board in a surface mount configuration, but some components not available in the SMT process require a mixed PCB assembly. We will take you through Mixed Assembly Advantages in detail.
SMT Assembly vs. THT Assembly:
First, the SMT part is welded to the substrate using a reflow machine, a fully automated process. THT assembly pre-drills holes in the board and uses pins to connect components and circuits, whereas wave soldering and hand soldering are traditional methods in the THT assembly process.
Second, SMD printed circuit boards can be reflow or wave soldered, but wave soldered through the component. So, if you use both SMT and THT components on the board, more steps are required in the assembly process. Typically, the SMT process runs first, followed by the THT build.
Third, modern high-precision machine tools enable SMT assembly with high precision and high speed. The ability to precisely place these small and thin components on the board makes SMT more suitable for applications with high density and small PCB dimensions. And since THT provides a more reliable connection than SMT components, we prefer components with large dimensions and high-reliability requirements.
In general, SMT assemblies are characterized by high performance, accuracy, lightness, and low cost. SMT is more economical and faster for mass production. THT nodes are generally very reliable, withstand high loads, and are heavier and more expensive. THT is the preferred assembly method for small batch production of printed circuit boards and prototypes.
Mixed Assembly Advantages
Advantages of Mixed Manufacturing For manufacturing, instead of implementing multiple modules such as inline and discrete modules, only individual manufacturing modules can be used to handle the mixed process, which lowers implementation and support costs. Manufacturing companies typically use both discrete and inline manufacturing processes. Instead of implementing multiple modules such as inline and discrete manufacturing, only discrete manufacturing modules can be used to handle the mixed process, which lowers implementation and support costs.
Manufacturing companies typically use both discrete and inline manufacturing processes. Instead of implementing multiple modules into manufacturing, such as inline and discrete modules, which can complicate implementation, only discrete manufacturing modules can handle most of the process mix, which lowers implementation and support costs.
Manufacturing operations at any manufacturing facility are typically mixed batches of individual, streaming, and processing parties, such as external vendors (subcontractors). Implementation of several Oracle (Flow Manufacturing, Discrete Manufacturing) modules to handle the work makes implementation very easy. It is complex and expensive. Also, the data and customization requirements for modules such as stream production are quite high. This document provides an alternative to simulate a mixed production setup (a combination of OSP, in-house individual production, in-house cell production) using a common WIP and BOM, simplifying setup by eliminating the need to use streaming or network routing. This reduces implementation and maintenance costs but provides reasonably accurate results.
Mix mode assembly — Concept and Relevance:
The key to manufacturing success today is agility—the ability to accurately anticipate and respond quickly to changing market demands. As supply chains become more demand-driven, manufacturers must bring their products to market as quickly as possible at the right price according to customer specifications. What's more, in difficult times of the economy, organizations are struggling to find a business and welcome any business that can help get you out of the storm.
To achieve this goal, more and more companies are using mixed manufacturing and using different production strategies for different production lines. So, you will find that in most cases a manufacturing operation is a combination of different manufacturing techniques, such as individual manufacturing, batch manufacturing, external processing, in-line production of a single part, etc.
Mixed-mode Manufacturing: How to implement using Discrete Manufacturing?
Choosing a software package to manage multiple manufacturing processes is not an easy task for those involved in mixed manufacturing today, but it's also a good idea for those who don't because they don't know what the future holds. Your ability to respond to the market and provide good service in difficult times when trying to find a job depends to a large extent on the tools available to your employees.
The following section describes how to implement mixed manufacturing using discrete manufacturing using several workarounds in the way operations are modeled.
The flow of individual parts:
In this kind of manufacturing process, parts flow as separate parts for each operation rather than in batches. In this part, after the first task is completed, we need to move on to the second task and move on to the next part for the first task.
The diagram above shows a single-part flow scenario. All parts go from turning to welding and assembly. When the first part finishes turning and enters welding mode, the second part starts turning, and so on.
Manufacturing companies typically use both discrete and inline manufacturing processes. Alternatives to multi-module implementations, such as inline and discrete, allow a single discrete manufacturing module to control manufacturing, resulting in lower implementation and support costs.
Batch Operations:
In this type of manufacturing process, parts are moved into batches where all parts start and end at the same time. Batch production starts when there is a sufficient quantity to start work (eg the minimum quantity required to start the furnace for reasons of energy consumption).
External Handling Operations (OSP):
In this type of manufacturing process, the material is dispatched in batches by an external handling subcontractor. Materials are sent to external vendors for processing, and if you have multiple OSP vendors, sometimes materials are moved directly from one vendor to another and returned after all external operations are complete.
There are pre-shipment documented time elements, transit and waiting (waiting) times at subcontractor sites, and the actual time is taken to complete external processing operations.
Mixed Mode:
Most manufacturing uses a combination of various production modes. Below is the mixed-production routing scheme.
Mixed Assembly Applications and Mixed Assembly Advantages:
Mixed Assembly is commonly used in applications that require a combination of end-to-end and SMT components. Blending techniques can be found in the following applications:
CPU
Smartphone Accessories
Communication Hardware
Server Board
LED Lighting
Video Processing
Industrial Controller Assembly
Mixed Model Assemblies can save you time and money:
Balance maximum flexibility without compromising production efficiency. To meet the growing demand for making products with ever-shrinking product lifecycles, processes that can be optimized to improve efficiency are potentially important. In recent years, the industry has been able to grow both with high-throughput, flexible-volume manufacturing based on mixed-model assembly solutions.
Originally designed to address the challenges of rapid production line changes, mixed-model assembly requires a group of products that have some commonalities, including processes, materials, and content of work. It aims to meet customer requirements quickly, which ultimately increases profits. The most efficient, efficient, and flexible manufacturing systems use both automated and manual techniques to optimize every step of the process. Flexibility is very important in production environments where products with many variations are assembled.
Many modern manufacturing plants produce a variety of products for their OEM customers. Assembly lines rely on the mixed model assembly to accommodate multiple variations of the same product without sacrificing efficiency. The mixed model is best suited for environments with high product variability. This means you can use up to thousands of combinations of options for products in your pipeline, including customizations. By assembling mixed models on a single assembly line, multiple product variants are produced without time-consuming conversions. Assembling mixed models generally optimizes operations more, reduces inventory, and optimizes assembly line layout.
Building a Mixed Model to Meet Demand:
Flexibility to accommodate different product variants requires strategy and careful planning. Offshoring, or reshoring, often plays a key role in a company's strategic plan. Many manufacturing leaders agree that offshore relocation is the best option for large, iterative assembly processes. At the same time, less repetitive and less cyclical tasks are best preserved in the United States. Mass customization often makes it nearly impossible to manufacture products at a minimal cost. Providing customers with the manufacturing flexibility they need is often more profitable for offshore production.
Why Europe PCB is the top priority for Mixed Assembly Advantages?
Once everything is done here, manufacturers should bring in all the materials they need to provide their customers with a variety of options and settings that they will become accustomed to. As custom-made products quickly become the norm, manufacturers need to be flexible enough to understand when it's appropriate to move manufacturing operations offshore to remain competitive in the industry. Regardless of where they are located or what products they are manufactured from, all of our mixed model lines share some things in common: a flexible design that can accommodate a variety of models and settings. Some models may require different tools and different tools or work tasks. But Europe PCB provides all such flexible facilities to its customers.